


- 产品列表
- 方型负压风机
- 喇叭型负压风机
- 玻璃钢(FRP)负压风机
- 镀锌板负压风机
- 负压风机配件
- 降温水帘
- 屋顶自然通风器
- 防爆风机
- 管道风机
- 离心风机
- 鼓风机
- 工业排风扇
- 环保空调
- 加/除湿设备
- 联系我们

- 工程列表
- 负压风机白铁通风工程
- 负压风机水帘降温工程
- 屋顶自然通风器安装工程
- 环保空调安装工程
- 废气治理处理工程
- 热门技术文章
- 通风管道构件制作中如何钣金...
- 防燃防爆车间如何妥善进行通...
- 多工艺生产流程车间如何组织...
- 苏州地区负压水帘降温工程设...
- 针对一例大型工业厂房通风空...
- 锦煜负压风机新成员――拢风...
- 如何取得企业增长与环保节能...
- 从锦煜联洲家具厂负压风机工...
通风管道构件制作中如何钣金下料才能最大节约材料
随着通风降温技术地不断发展,在通风降温系统中需要有大量的通风管道把经过处理后的新风或回风送到相应的位置,达到工厂车间通风降温的目的。一般的通风管道都是采用金属板料和型钢构件加工制成。凡制作一个通风管道构件或物品总要经过看图下料、制作及校核等工序。看图就是接受任务审查图样的过程,也就是对所要制作构件的认识过程。
下料也叫划线,就是用笔或划针在钢板上画出要制作构件所需板料的大小和形状。下料过程在整个通风降温工程施工中占有相当重要的地位,又因为其理论性较强,所以下料工作成功与否往往决定了整个工作的成败。在实际工作中采取各种措施节约每一寸钢材,珍惜每一颗铆钉是我们的责任,也是我们需要研究探讨的问题。在通风管道构件制作过程中,一般实现钣金工下料节约材料的途径有以下几方面。
1.认真下料,杜绝废品
下料过程的基本思路:对图样或实样进行认真、仔细的分析,判断其由几个形体构成,每个几何形体的尺寸如何,各个形体间相互位置关系又如何。有的青年员工由于对下料的规律还掌握得不好,生怕下错了料,就产生了“宁大勿小”的做法。先下个大料,然后边卷边试尺寸,哪儿大就剪去哪儿,结果顾此失彼,越剪越小,最后“由大变小,由小变了”,造成损失和浪费。这是由于没有严格遵守下料规律而造成的不良后果。
在下料全过程中,都应严格遵守下料的规律。画准每一条线,同时遵守正确的操作方法。只有这样才能求出较为精确的展开料或样板,如果划线操作马虎就有可能扩大误差,以至于误差太大不能应用造成浪费。不遵守下料规律的现象多发生在求结合线的时候,有的员工认为求结合线太麻烦,不如大致画画省事,于是就“省掉”了求结合线的必要程序,殊不知这样做却反而造成了材料的浪费。
2.合理排料,寸铁必争
所谓排料就是在有多块展开料的情况下,按照样板的形状和大小在整张铁板上分别画出各块料的工作程序(或者在整根型钢上分别画出各根展开料的工作程序)。排料时,必须做到“寸铁必争,见缝插针”。具体来讲就是,使所排的各展开料之间的空隙越小越好。另外,还应注意要先排大块的展开料,后排小块的展开料,并尽可能地把小块展开料画到各大块展开料之间的空档里,并便于落料,尽可能地提高钢材的利用率,减小损耗率。一般情况下,排料方式多种多样,可以多设计几个方案(这对大量生产来说是十分必要的),然后用比较的方法选用最好、最省料的排料方法。
3.拼小为大,变废为宝
常有这样的情况,某块料比某样板稍小一些。这就需要了解构件的用途和使用位置。在构件无特殊要求,允许产生接缝的前提下可以用其他的边角小块把那略小的料拼大后,再排料划线。这样就省去了动用整张(或整根)大料,达到了节约材料的目的。
4.分块下料,精打细算
这一方法特别适用于锥截体构件。如要做很多个尺寸一样的正圆锥台侧面展开料,如果展开料比较大,则排料后各展开料之间废料必然很多,反之,如果把展开料分成很多块,那么在排料后各块展开料之间的废料就会大幅减少,从而提高钢板的利用率。对于棱锥截体来说,如果分面分块下料也可以达到节约的目的。一般来说,锥体分块下料,在排料过程中总比整块下料节约。
5.精心设计,物尽其用
节约的原则从设计开始就要严格遵守。在节约方面,对于钣金构件的设计要求,不仅要考虑形体的类型、管径、管长及管壁厚等,而且还要考虑展开图的形状和大小,考虑板材的利用率。
(1)多用柱形体少用锥形体对于被两个垂直于轴线的切面截切而成的柱截体来说,其展开图永远是一个长方形,而长方形在排料时总可以使各展开料的边线互相靠合,从而减少以致避免产生下脚料(废料),达到提高板料利用率的目的。
锥形体的截体在展开图上对应的锥形体截体端口的展开线条,或是曲线或是折线。这些曲线或折线在排料的时候不可能互相靠合,在各展开料间势必存在一部分板料被切除而废弃,这就降低了板料的利用率。
另外,我们知道对于等径圆管弯头等构件来说,尽管其展开图上有曲线部分,但在排料时那些曲线部分却能完全靠合而不会造成任何浪费。
(2)构件尺寸要有利于排料展开料尺寸要和板料尺寸相配合。如在长2m宽1m的钢板上排料,圆管的圆周方向展开宽度应该是多少才好呢?应该是展开宽度等于2m或1m或0.5m或0.667m或0.333m等最好,即圆管展开料长度和宽度等于板料边长或板料边长的二分之一、三分之一、四分之一等。这时最有利于排料,因为此时各块展开料在排料过程中,可以像铺地砖一样一块接一块地排列开来。
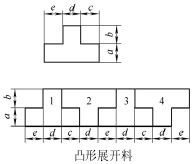
(3)展开料本身各部分尺寸要相互配合如附图所示,展开料的形状为凸形,各部分尺寸为a、b、c、d、e。那么使这些尺寸相互有什么样的关系时,排料后板料利用率最高呢?很简单,只要a=b就行了,要是a=b=c=d=e就更好了。虽然这是一个简单的例子,但却说明了展开料自身各部分尺寸相互配合的道理。展开料形状和尺寸以及设计采用的形体类型应服从实际的需要,只有在这一前提下才可以进一步考虑设计时的节约问题。
6.提高展开料的精度,避免废品
在工作中往往有这种情况,下料的方法与步骤完全正确,可是做出来的展开料却不合格,其中主要问题出在展开料精度不够。造成误差大、精度低的原因固然很多,但归结起来不外有以下几种:
(1)下料过程中方法不对或步骤缺欠。如画错了对应点,没求实长等。
(2)工具缺陷。用划针画线,用剪刀、剪床落料时,总不可能绝对精确地沿着理想线条进行,何况划针画线还有粗细之分。做平行线时,总不能做到绝对平行等,这些都会产生误差。
(3)图面本身的近似性。形体表面有无数条素线,不能一一拿来研究,而只能取其若干代表性的素线来进行分析。如两个圆管相交时,我们只研究了有限几条素线上的结合点,而没有对其他素线上的结合点进行分析,就近似地描绘出其结合线,因此会产生一定的误差。画展开图上的展开线时也有类似问题。
在上述三种情况下产生的误差往往是叠加累积的,从划线到下料每一步都不可避免地产生误差,如果这些误差没有得到纠正和抵消,那么就会一步一步扩大积累,一旦积累大到超出允许误差的地步,就会造成残品或报废。怎样才能提高展开料的精度,避免废品出现,需要注意以下几项工作:
(1)正确使用工具,注意操作方法,不对准点不划线,不对准线不下料,线条该平行的不能歪斜,该垂直的尽量垂直,线条要细不可过粗。
(2)增加素线切面的数量以求出较精确的结合线和展开曲线,尽量减少积累误差。
(3)必须实施正确的下料方法与下料步骤。
总之,节约处处有门道,就看我们找不找。相信经过我们大量的通风管道构件制作实践,一定会找出更好更多的节约办法。